-
+86-135-1813-4466
+86-135-1813-4466

2026-01-27
Дешёвые. Вот это слово всех и подводит. Ищут люди графитовые электроды, тигли, нагреватели, втулки — и упираются в цену. Сразу хочется сэкономить. А потом эта экономия боком вылезает, когда в печи посреди цикла трещина пошла или уплотнение газовое не держит. Сам через это проходил.
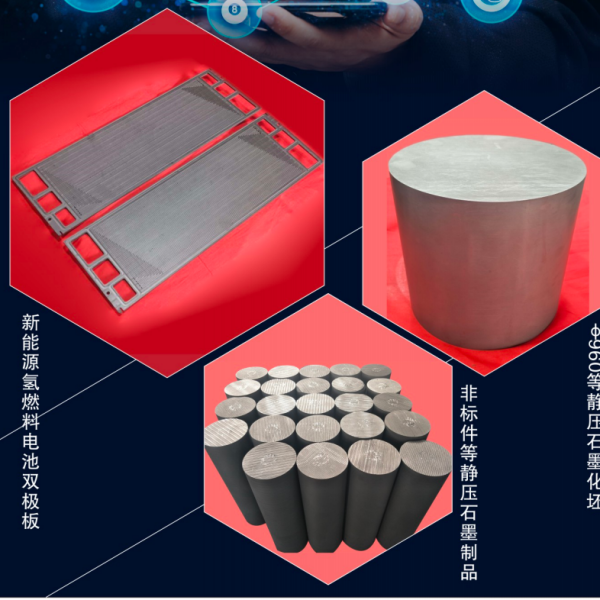
Давайте по порядку. Графит графиту рознь. Есть мелкозернистый изостатический, а есть прессованный. Для высокотемпературных печей, скажем, для выращивания монокристаллов или спекания керамики, обычно нужен первый — плотный, с однородной структурой, высокой термостойкостью. Его производство — дорогое удовольствие: тонкая очистка сырья, изостатическое прессование, длительный высокотемпературный графитизационный обжиг. Когда вам предлагают ?дешёвый аналог?, чаще всего это или низкосортный прессованный графит, или материал с высоким зольным остатком.
Зольность — это отдельная песня. Кажется, ну что там, какие-то проценты. Но эти проценты при 2000°C и выше начинают вести себя непредсказуемо: могут спекаться, вступать в реакцию с загрузкой, катализировать окисление самого графита. Видел я тигель из такого материала — после нескольких плавок цветного металла стенки стали пористыми, как губка, начал крошиться. В итоге — простои, риск загрязнения расплава, переделка.
Ещё один момент — геометрическая точность и обработка. Дешёвые детали часто делают ?примерно?. Допуск на размеры большой, поверхность после токарной обработки может иметь риски, которые становятся очагами напряжения при нагреве. Устанавливаешь такую нагревательную графитовую гарнитуру в вакуумную печь — а она не становится на место, приходится подпиливать. А любое механическое вмешательство — это ослабление структуры.
Был у нас случай на одном из предприятий по переработке редкоземов. Нужны были сменные графитовые теплоэкранные элементы для печи АЗС. Заказчик, решив сократить расходы, закупил партию по привлекательной цене у неизвестного поставщика. Элементы внешне выглядели нормально.
Первый же нагрев до рабочих 1800°C в аргоне выявил проблему. Графит начал заметно ?пылить? — микрочастицы оседали на более холодных частях печи. Но хуже было другое: тепловые экраны деформировались, причём неравномерно. В результате нарушилась геометрия тепловой зоны, появились локальные перегревы. Печь пришлось останавливать, разбирать, чистить. Простой обошёлся в разы дороже, чем стоила бы качественная гарнитура с самого начала. Пришлось срочно искать надёжного поставщика на замену.
Именно тогда в поле зрения попала компания ООО Чэнду Чэнсинь Технологии. Смотрел их сайт cdcxkj.ru, изучал. Они позиционируют себя как производитель, что уже лучше — меньше посредников. Видно, что упор на технологичность: заявлены свои мощности по прессованию и обработке. В описании компании указано, что они работают с 2012 года и расположены в промышленном парке Чуаньсу — это часто говорит о серьёзных намерениях и наличии реального производства, а не просто торговой конторы.
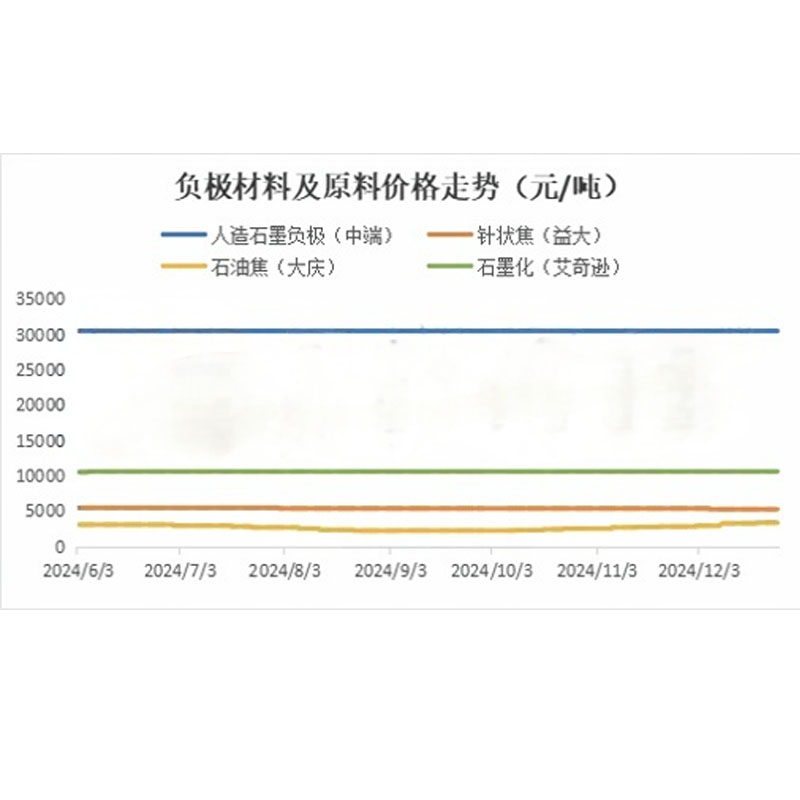
Цена — последний аргумент. Первым делом нужно запросить технические данные на графит. Ключевые параметры: плотность (желательно от 1.75 г/см3 и выше для ответственных деталей), зольность (менее 300 ppm — отлично, до 0.1% — нормально для многих задач), прочность на изгиб, коэффициент термического расширения. Без этих цифр разговор бессмысленен.
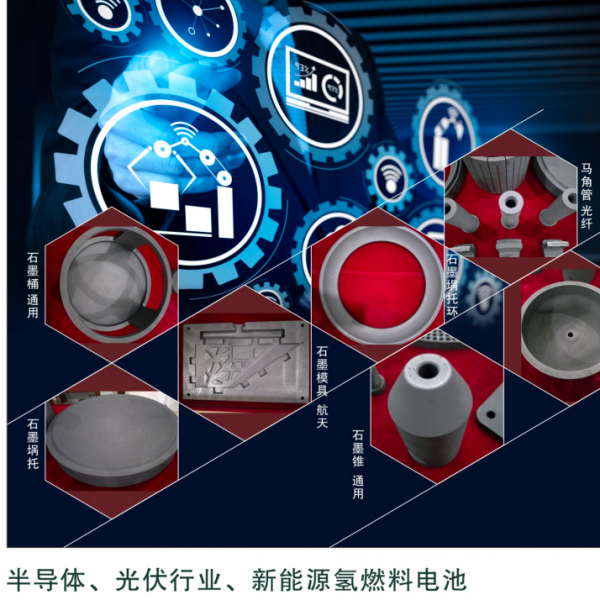
Важен опыт поставщика в вашей конкретной области. Изготовление электродов для дуговых печей — одна история, а детали для высоковакуумных печей отжига — совсем другая. Тут как раз кстати информация с сайта ООО Чэнду Чэнсинь Технологии: в их ассортименте вижу и крупногабаритные электроды, и элементы для полупроводниковой промышленности. Это косвенно указывает на широкий технологический диапазон.
Не стесняйтесь просить образцы для пробного запуска или фото реальных выполненных проектов. Качественный производитель всегда этим располагает. И обязательно уточните про механическую обработку. Идеально, если детали поставляются уже под чистовой размер с защитным покрытием для транспортировки, предотвращающим загрязнение и сколы.
Часто слабое звено — не сам графитовый блок, а места его крепления или соединения с другими элементами. Резьбовые соединения в графите — это искусство. Если их нарезать небрежно или без учёта направления волокон материала, они срываются при первом же монтаже. Или, что хуже, позже, при тепловых циклах.
Сталкивался с ситуацией, когда дешёвые графитовые болты, которыми крепился нагреватель, лопнули при остывании печи. Разница в КТР между графитом и металлической гайкой (пусть даже из жаропрочного сплава) создаёт огромные напряжения. Нужны либо компенсирующие элементы, либо особенная геометрия, либо контроль момента затяжки. Поставщик, который об этом не предупреждает и не даёт инструкций, — ненадёжен.
То же самое с токоподводами к графитовым нагревателям. Плохой контакт — локальный перегрев, эрозия, выброс паров графита. Всё это убивает вакуум и портит загрузку.
Так стоит ли гнаться за дешёвыми графитовыми деталями? Если речь идёт о разовых, неответственных экспериментах при невысоких температурах — возможно, да. Но для серийного промышленного производства, где на кону стабильность технологического процесса, качество продукции и безопасность, — однозначно нет.
Выбор поставщика — это инвестиция в бесперебойность. Логичнее работать с компаниями, которые могут предоставить полный цикл: от консультации по материалу до инжиниринга сложной детали и постпродажной поддержки. Как, например, та же ООО Чэнду Чэнсинь Технологии, которая, судя по информации, обладает собственным производством и капиталом, а значит, может нести ответственность за продукт. Их сайт стоит иметь в виду как один из вариантов для серьёзного запроса.
В конечном счёте, ?дешевизна? в этом сегменте — понятие относительное. Платить меньше сейчас, чтобы потом платить постоянно за ремонты, простой и брак, — это не экономия. Это стратегическая ошибка. Надёжная графитовая деталь из правильного материала окупается своим ресурсом и предсказуемостью. И это тот случай, когда скупой платит не дважды, а многократно.