-
+86-135-1813-4466
+86-135-1813-4466

2026-01-10
Вот вопрос, который постоянно всплывает в переговорах с технологами и закупщиками. Все ищут волшебную таблетку, а китайский графит её олицетворяет — дешево, доступно, и ?вроде как работает?. Но здесь кроется главный подводный камень: обобщение. ?Китайский графит? — это не спецификация, это географическое указание, за которым может скрываться что угодно. И да, теплоотдача — ключевой параметр, но сводить всё только к ней — первый шаг к дорогостоящему браку на производстве.
Когда запрашивают ?китайский графит для литейной оснастки?, я всегда прошу уточнить: для какой именно? Для пресс-форм под алюминий? Для медного литья? Плотность, размер зерна, зольность — эти параметры у китайских поставщиков плавают в диком диапазоне. Помню, в 2018-м году один завод закупил партию ?экономичного? изостатического графита под выдувные формы для ПЭТ. По паспорту — всё прекрасно. На практике — неравномерный износ и микротрещины после 50 тысяч циклов. Оказалось, переменная зольность (выше заявленной) привела к локальным изменениям теплопроводности. Форма грелась ?пятнами?, отсюда и проблемы.
Именно поэтому я всегда смотрю не на страну происхождения, а на историю конкретного производителя. Есть, например, ООО Чэнду Чэнсинь Технологии (сайт — https://www.cdcxkj.ru). Они не просто торгуют, а именно производят, причём с 2012 года, что для Китая уже солидный срок. Их профиль — это прессованный и изостатический графит для металлургии и химической промышленности. Важный нюанс: они позиционируют себя не как универсального поставщика ?всех марок?, а делают акцент на определённых типоразмерах и обработке. Это часто говорит о более глубоком понимании технологии, чем у перекупщиков.
Но даже с такими производителями нельзя работать ?по каталогу?. Их ?лучшая теплоотдача? — это данные для идеального, лабораторного образца. В реальности на теплопередачу в готовой оснастке влияет всё: способ механической обработки (фрезеровка оставляет другой слой, чем шлифовка), качество антиокислительного покрытия (если нужно), и даже ориентация заготовки относительно направления прессования графитовой болванки. Об этом редко пишут в рекламных буклетах.
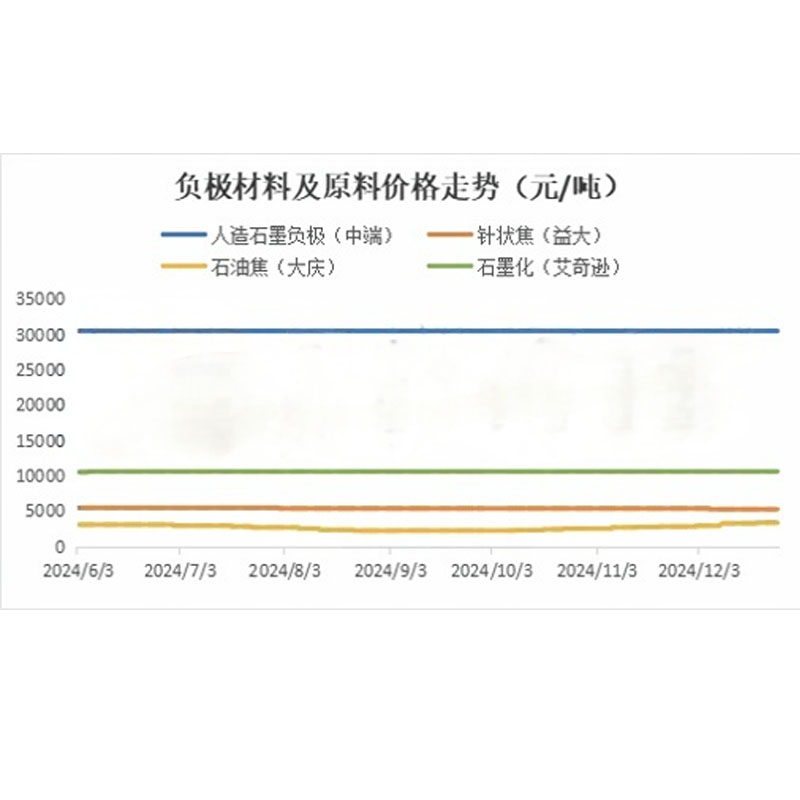
Вот тут и начинается настоящая практика. Да, можно найти китайский графит с теплопроводностью, заявленной на уровне 120-130 Вт/(м·К), что близко к некоторым японским аналогам среднего класса. И цена будет заманчивой. Но что происходит при циклическом нагреве до 600-700°C? Начинается так называемое ?тепловое усталостное растрескивание?. Материал с высокой чистотой, но неоднородной структурой, быстрее теряет прочность.
Был у меня опыт с графитом для нагревателей вакуумных печей. Заказчик настоял на пробной партии из нового китайского источника — данные по теплопроводности были на 8% выше, чем у проверенного немецкого. Первые тесты прошли отлично. А через три месяца эксплуатации — резкий рост энергопотребления. Разборка показала микроскопическую деформацию и рост пористости в зонах максимального нагрева. Теплопроводность упала, а вместе с ней и эффективность. Выиграли на закупке, проиграли на электроэнергии и простое оборудования.
Поэтому мой главный критерий — не максимальная цифра в паспорте, а стабильность свойств в рабочем диапазоне температур. Иногда лучше взять материал с на 10% меньшей теплопроводностью, но который гарантированно не изменит геометрию после тысячи термоциклов. Китайские производители сейчас это хорошо понимают и передовые из них, те же Чэнду Чэнсинь, предоставляют уже не просто сертификаты, а расширенные отчёты по испытаниям на термоциклирование. Это уже серьёзная заявка.
Допустим, вы определились с маркой и производителем. Самое интересное начинается при оформлении заказа. ?Да, эта марка есть в наличии? — самая опасная фраза. У графита, особенно крупногабаритных блоков, есть понятие ?партия? или ?печь?. Свойства могут незначительно, но критично отличаться от печи к печи. Настоятельно требую, чтобы вся оснастка для одного проекта делалась из графита одной производственной партии. Китайские поставщики сейчас идут на это, но это нужно чётко прописывать в контракте.
Второй момент — механическая обработка. Часто предлагают ?поставить готовые детали по чертежам?. Цена выглядит привлекательно. Но здесь нужно понимать уровень их станочного парка. Допуск на параллельность плоскостей в ±0,05 мм и ±0,2 мм — это две разные детали по цене и, главное, по работе в сборе. Я предпочитаю заказывать шлифованные заготовки с припуском, а чистовую обработку делать уже на месте, под конкретный узел. Да, дороже. Но надёжнее.
И конечно, упаковка. Графит хрупок. Однажды получили контейнер, где блоки были переложены мягким картоном. В пути картон протёрся, и половина кромок была сколота. Теперь в ТЗ отдельным пунктом идёт жёсткая деревянная обрешётка каждого блока с пенопластовыми вставками. Мелочь? Нет, это та самая практика, которая отличает реальный опыт от теоретических рассуждений.
Есть ниши, где он не просто конкурентоспособен, а является оптимальным выбором. Например, крупногабаритные графитовые компоненты для разовых или малоцикловых процессов. Модели для литья по выплавляемым моделям, элементы печной арматуры для неответственных зон, основания для термообработки. Там, где требования к абсолютной стабильности чуть ниже, а экономия на материале — существенна.
Ещё один кейс — экспериментальные установки и R&D. Быстро и относительно дёшево получить несколько вариантов деталей из графита разной плотности для тестов — это сильная сторона китайских производителей. Они гибче реагируют на нестандартные размеры. Компания ООО Чэнду Чэнсинь Технологии, к примеру, в своей деятельности (https://www.cdcxkj.ru) указывает на работу с индивидуальными заказами в промышленном парке Чуаньсу. Для опытов это идеально.
Но для серийного производства ответственных пресс-форм, где каждый простой на замену инструмента — это десятки тысяч долларов убытка, я всё ещё советую смотреть в сторону проверенных европейских или японских марок. Риск слишком велик. Или же работать с китайским материалом, но по схеме ?пилотная партия — длительные испытания — контракт на фиксированные партии?. Это долго, но безопасно.
Итак, лучшая ли теплоотдача у китайского графита? Вопрос поставлен неверно. Можно найти образцы с выдающимися характеристиками. Но ?лучшая? в промышленности — это синоним ?наиболее предсказуемая и стабильная в данных условиях?. Китайская графитовая отрасль прогрессирует семимильными шагами, и игнорировать её нельзя. Появляются ответственные игроки с собственными R&D, как упомянутая мной компания из Дучжэнъяня.
Но ключ к успеху — в отказе от поиска ?просто дешёвого графита?. Нужно искать конкретного производителя под конкретную задачу, закладывать бюджет и время на испытания, жёстко контролировать логистику и входной контроль. И тогда китайский графит может стать не источником головной боли, а разумным экономическим решением. Без иллюзий, но и без предубеждений. Всё остальное — лотерея, в которой ставка равна стоимости вашего проекта.