-
+86-135-1813-4466
+86-135-1813-4466

2026-01-26
Вот вопрос, который слышишь постоянно. Сразу хочется спросить: а что вы вкладываете в слово ?дешевые?? Потому что в нашем деле, когда речь заходит о термостойком графите для ответственных узлов, дешевизна часто оказывается самой дорогой вещью на свете. Многие, особенно те, кто только начинает осваивать тему, ищут просто кусок черного материала, который не расплавится. А потом удивляются, почему уплотнение потёкло через 50 циклов, или крепёж лопнул от термических напряжений. Давайте по порядку.
Когда говорят ?термостойкий графит?, часто имеют в виду всё подряд. Но это как сравнивать ?УАЗ? и Formula 1 — и то, и то машина. Есть литые чугунные формы для стекла — им нужна стойкость к термическому удару и окислению, но плотность и чистота могут быть не критичны. А вот для вакуумных или инертных печей отжига, где идёт рост кристаллов, уже нужен материал с минимальным зольным остатком, высокой степенью графитации, чтобы не было выброса примесей. Тут уже дешевый мелкозернистый изостатический прессованный графит, бывает, не катит — нужен крупнозернистый, с направленной структурой, который лучше ?держит? тепловой удар.
Помню случай на одном металлургическом комбинате: пытались сэкономить, закупили для нагревательных элементов в печи вроде бы подходящий по паспорту графит. Температура работы — под 2000°C в аргоне. Через месяц — массовый выход из строя. Причина? Не учли коэффициент термического расширения в крепёжных узлах. Графит ?играл? иначе, чем рассчитывали инженеры, появились микротрещины, сопротивление поплыло. Дешёвая деталь обернулась недельным простоем агрегата. Вот она, цена вопроса.
Или ещё нюанс — механическая прочность при высокой температуре. Некоторые марки графита при комнатной температуре кажутся прочными, но как только переваливаешь за 1500°C, их прочность на изгиб падает в разы. Если это, допустим, длинная балка-направляющая в печи, она может просто прогнуться под собственным весом. Поэтому ?термостойкость? — это всегда комплекс: и температура, и среда, и нагрузка, и цикличность.
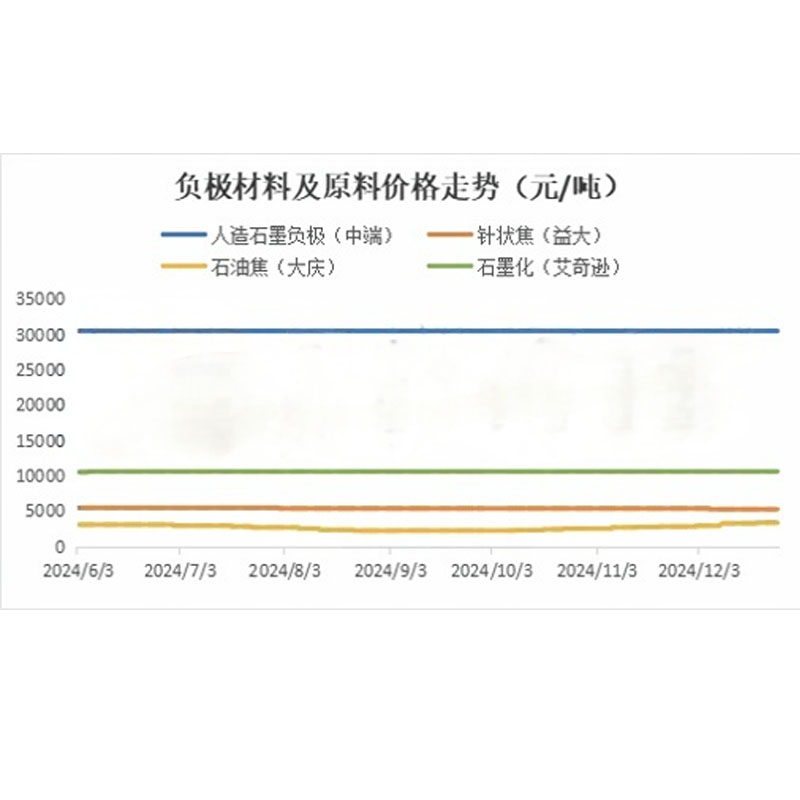
Конечно, запрос на дешевые графитовые детали не с потолка берётся. Производство требует оптимизации. Основные драйверы стоимости — это сырьё (пек, кокс, а то и чистый порошок графита) и главное — технологический цикл. Пиролиз, графитация — процессы энергоёмкие, долгие. На этом сэкономить сложно без потери качества. А вот на чём можно — так это на механической обработке.
Сложность геометрии — вот где прячутся основные расходы. Сквозные отверстия малого диаметра, глубокие пазы, фасонные поверхности — всё это требует специального инструмента, много времени на станке с ЧПУ и, что важно, большого опыта у оператора. Графит хрупок, крошится. Одна ошибка в подаче — и заготовка в брак. Поэтому иногда дешевле и надёжнее заказать более простую по форме деталь, а какие-то элементы собрать из нескольких частей, скрепив графитовым же клеем. Это не всегда допустимо, но для многих не самых ответственных применений — рабочий вариант.
Ещё один момент — допуски. Запросил клиент точность обработки в 0.01 мм на детали размером с полметра… Для графита, который гигроскопичен и даже от влажности воздуха немного ?дышит?, это адская задача. Достижимо, но цена взлетает в разы. Часто в диалоге выясняется, что для реальной работы хватит и 0.1 мм. Вот вам и экономия, без ущерба для функции.
Рынок сейчас разнообразный. Есть европейские гиганты вроде SGL или Tokai Carbon, есть китайские производители, которые сильно продвинулись за последние 10-15 лет. Кстати, о китайских. Часто их продукцию сразу записывают в категорию ?дешёвое и некачественное?. Не всегда справедливо. Всё зависит от конкретного завода и того, на какие стандарты они работают.
Например, натыкался на сайт ООО Чэнду Чэнсинь Технологии (https://www.cdcxkj.ru). Компания, судя по информации, основана в 2012-м, что для Китая уже солидный срок. Расположены в промышленном парке Чуаньсу, зона развития Дучжянъянь — это серьёзный индустриальный хаб. Заявленный уставной капитал под 80 миллионов юаней тоже говорит об объёмах. Они позиционируют себя как производитель именно высокотехнологичных углеродных и графитовых материалов. Это важно.
Судя по ассортименту на сайте, они охватывают многое: от изостатического графита до композитных материалов. Для нас, как для потребителей, это может быть интересно с точки зрения альтернативы. Не буду утверждать, что их материал дешевле на 50%, но часто они могут предложить более гибкие условия по нестандартным размерам или оперативности поставки мелких партий. Ключевое — запрашивать не просто ?графит?, а конкретные технические условия и, по возможности, тестовые образцы перед крупным заказом. У них, кстати, в описании упор на R&D, что для такой ниши правильно.
Расскажу на живом примере. Делали мы оснастку для спекания керамики — это поддоны, наборные кассеты. Температура — стабильные 1650°C в воздухе. Среда окислительная, поэтому без защитного покрытия графит быстро выгорит. Первый заказ сделали на материале средней руки, не самой дорогой марки, но и не самой дешёвой. Рассчитывали на 50 циклов. Отслужили 70 — уже успех.
Потом был эксперимент: заказали аналогичные детали у другого поставщика, цена была привлекательнее процентов на 25. Внешне — почти не отличить. Но уже после 20-го цикла пошли трещины в местах концентрации напряжений (углы, места креплений). Причина, как позже выяснилось, в неоднородности структуры материала, были внутренние дефекты. Механическая обработка велась хорошо, а вот само сырьё или режим графитации подкачали. Сэкономили на закупке, потеряли на простое и срочном перезаказе.
Вывод для себя сделали такой: для расходников, которые работают в щадящих условиях или их ресурс изначально не критичен (скажем, нагреватели для некоторых лабораторных печей), можно брать более дешёвые термостойкие детали. Главное — понимать риски. Для жесточайших условий — вакуум, сверхвысокие температуры, агрессивные пары металлов — экономить на материале себе дороже. Тут уже идёшь к проверенным, часто дорогим поставщикам, и требуешь полную документацию по партии.
Так что, возвращаясь к заглавному вопросу. Дешёвые термостойкие графитовые детали — они существуют. Но ?дешёвые? — это не про абсолютную цену, а про оптимальное соотношение цены и ресурса под конкретную задачу. Иногда дорогая деталь оказывается дешевле в пересчёте на цикл работы.
Первое, что нужно сделать — максимально детально описать условия работы: макс. температура, среда (воздух, вакуум, газ), характер нагрева (постоянный, циклический), механические нагрузки. Второе — определиться с реально необходимыми допусками и чистотой поверхности. И уже с этой картой идти к поставщикам, будь то европейцы, китайцы вроде ООО Чэнду Чэнсинь Технологии, или кто-то ещё.
И последнее: никогда не стесняйтесь запросить образцы для испытаний в своих, приближенных к реальным, условиях. Никакие паспортные данные не заменят практической проверки. Только так можно найти тот самый баланс, где качество соответствует потребностям, а цена не вызывает сердечного приступа. Всё остальное — разговоры.