-
+86-135-1813-4466
+86-135-1813-4466

2025-12-31
Когда слышишь этот вопрос, первое, что приходит в голову — дешево. И это главное заблуждение. Многие думают, что раз Китай, значит, только цена. Но за последние лет семь-восемь ситуация изменилась кардинально. Я сам через это проходил: заказывал партии, которые рассыпались почти сразу после первого теплового удара, а потом наткнулся на продукцию, которая работает в режиме 24/7 уже третий год. Все упирается не в страну происхождения, а в то, кто и как делает, из какого именно сырья, и — что критично важно — для каких именно процессов предназначено. Давайте по порядку.
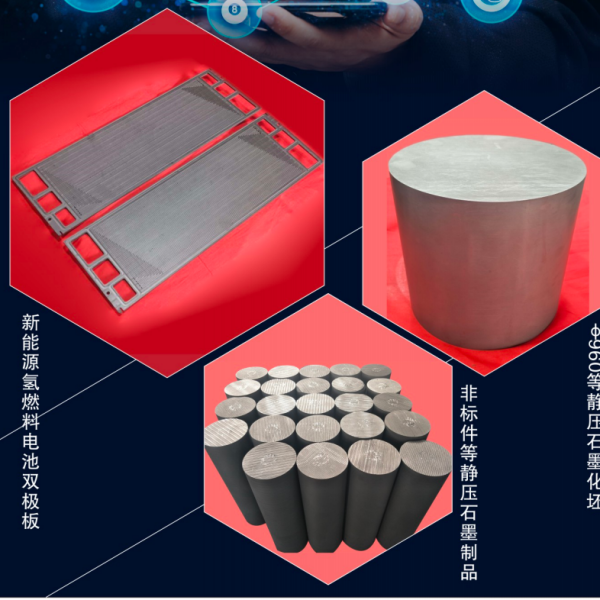
Тут кроется первая подмена понятий. Часто под этим термином продают всё подряд: от прессованного графитового порошка с низкой плотностью до композитных материалов на основе углерода. Настоящая графитовая пластина для высокотемпературных печей — это, как правило, изостатический графит. Его ключевые параметры: плотность, зернистость, прочность на изгиб и, что самое важное, коэффициент теплового расширения (КТР).
Китайские производители сейчас выпускают и то, и другое. Дешевые варианты — это часто мелкозернистый прессованный графит. Он подойдет для каких-нибудь нагревателей в вакуумных печах при умеренных температурах, до 1500°C, может, и потянет. Но если речь о литье металлов, о рабочих зонах печей спекания, где температуры скачут и есть контакт с расплавом — тут только изостатический графит высокой плотности, от 1.80 г/см3 и выше.
Личный опыт: как-то взяли партию пластин по привлекательной цене. В паспорте стояло ?высокая плотность?. На деле оказался обычный прессованный АЧГ-сорт. В печи для отжига инструментальной стали при 1250°C они не рассыпались, но начали заметно ?потеть? — выделять летучие, появилась пористость на поверхности. Через 20 циклов прочность упала на 40%. Вывод: смотрите не на красивые слова, а на технические данные sheet (листа характеристик). И требуйте образцы для тестовых циклов. Ни один серьезный поставщик не откажет.
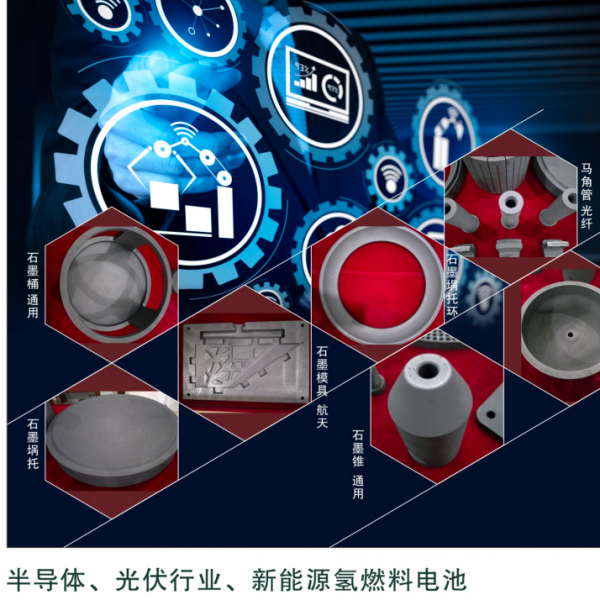
Основные сферы — это, конечно, металлургия и производство новых материалов. Пластины идут на нагреватели печей, теплоизоляционные экраны, поддоны, направляющие. Но вот тонкость: для нагревателей критична не только термостойкость, но и электрическое сопротивление. Оно должно быть стабильным по всей площади пластины. Сталкивался с браком, когда сопротивление ?плясало? на разных углах одной пластины, что вело к локальным перегревам и трещинам.
Еще один момент — размеры. Китайские заводы сейчас могут производить плиты большого формата, что очень востребовано для строительства крупных печей. Но здесь важно учитывать усадку при графитации. Качественный производитель контролирует этот процесс так, чтобы внутренние напряжения в большой пластине были минимальны. Помню проект с печью для карбида кремния, где использовались пластины 1200х600х50 мм от одного из китайских комбинатов в провинции Хэнань. Сработали отлично, потому что поставщик изначально знал конечные условия эксплуатации и подобрал марку графита с подходящим КТР.
А вот для вакуумных печей часто нужны пластины с низким содержанием золы и минимальной газовыделяющей способностью. Тут уже в игру входят марки так называемого ?чистого? графита. Некоторые китайские производители, например, те, что работают по стандартам японских или немецких концернов, добились здесь очень хороших результатов. Их продукция может быть на 20-30% дешевле европейских аналогов при сопоставимых параметрах по газовыделению.
Расскажу про один конкретный случай, который многому научил. Несколько лет назад мы искали поставщика для регулярных поставок графитовых комплектующих, включая пластины. Наткнулись на сайт ООО Чэнду Чэнсинь Технологии (https://www.cdcxkj.ru). Компания позиционировала себя как производитель углеродных и графитовых продуктов, основанный еще в 2012 году с солидным уставным капиталом. Что привлекло — наличие собственного R&D отдела и акцент на спеченные изделия.
Мы запросили образцы пластин для использования в качестве нагревательных элементов в печи порошковой металлургии. Прислали красиво упакованные, с маркировкой. Но в ходе пробного пуска выяснилось, что заявленная максимальная рабочая температура в 1800°C в вакууме — это, мягко говоря, оптимистично. Уже при 1650°C началось активное испарение материала, что привело к загрязнению садок. Оказалось, пластины были сделаны из графита с высоким содержанием примесей, которые просто не выдержали длительного высокотемпературного вакуума.
После нашего отзыва инженеры из Чэнду Чэнсинь Технологии не стали спорить. Они прислали нового технолога, который детально расспросил о процессе, взял образцы наших старых, отработавших пластин. Через месяц они предложили новый вариант — пластины из очищенного изостатического графита другой марки, с акцентом на низкое газовыделение. И это сработало. Сейчас это наш надежный поставщик для определенного сегмента задач. Мораль: даже солидная компания с хорошим сайтом (https://www.cdcxkj.ru) может не угадать с первого раза. Ключ — в техническом диалоге и готовности поставщика глубоко вникнуть в вашу задачу, а не просто продать стандартный продукт из каталога.
Итак, резюмируя опыт, сформировался некий чек-лист. Во-первых, требуйте детальные технические характеристики (TDS) на конкретную марку графита. Не ?графитовая пластина?, а, например, ?Пластина из изостатического графита марки IG-110 (или китайского аналота, скажем, GRADE ISEM-3)?. Должны быть указаны: плотность, прочность на сжатие/изгиб, удельное электрическое сопротивление, зольность, коэффициент теплового расширения.
Во-вторых, всегда запрашивайте тестовые образцы. Хотя бы одну небольшую пластинку. Проведите свой собственный цикл нагрева-охлаждения в условиях, максимально приближенных к реальным. Посмотрите, не появляются ли трещины, не коробится ли геометрия, не меняется ли цвет и структура поверхности.
В-третьих, обсуждайте механическую обработку. Часто пластины требуют точной резки, фрезеровки пазов или отверстий. Уточните, может ли поставщик сделать это сам, и на каком оборудовании. Китайские фабрики сейчас часто имеют ЧПУ станки для обработки графита, что гарантирует точность и чистоту кромок, что критично для плотного прилегания в конструкции печи.
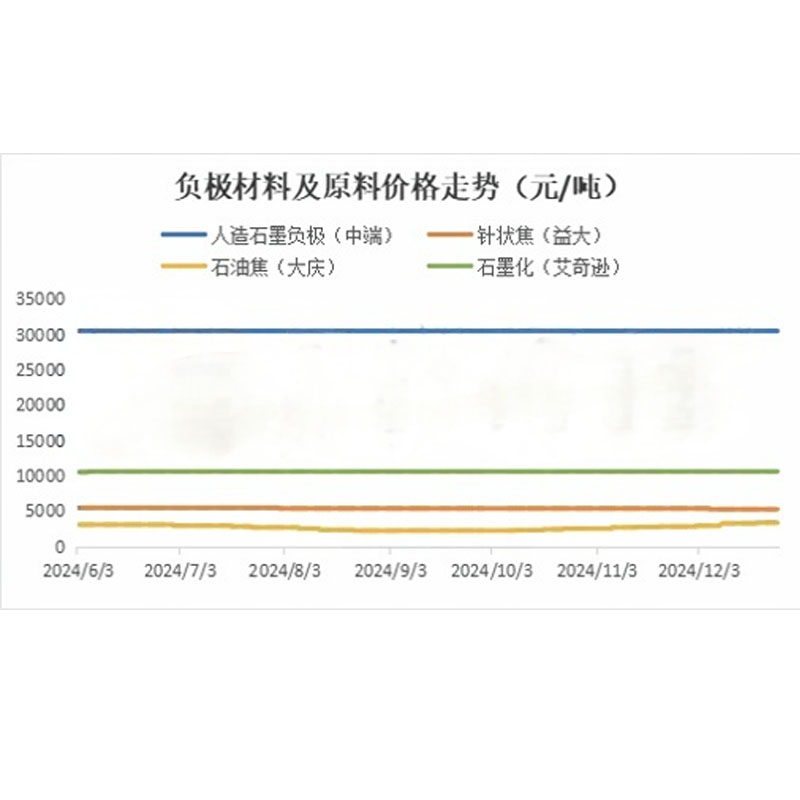
Вернемся к началу — к вопросу цены. Да, китайская графитовая пластина часто выигрывает в цене за килограмм на 40-60% у европейских или японских производителей. Но считать надо не это. Считайте стоимость цикла. Дешевая пластина, которая выдержит 50 теплосмен, в пересчете на одну может оказаться дороже, чем более дорогая, но работающая 200 циклов.
Кроме того, включите в расчет риски простоя оборудования. Если пластина выйдет из строя раньше времени и остановит печь на несколько дней для замены — убытки будут несопоставимы с первоначальной экономией. Поэтому для критичных, непрерывных процессов иногда логичнее брать проверенный, пусть и более дорогой материал. А для менее нагруженных задач, для экспериментальных установок — китайские аналоги от проверенных поставщиков становятся идеальным выбором.
В конце концов, рынок графитовых изделий из Китая созрел. Там есть и откровенный ширпотреб, и действительно высокотехнологичные продукты, способные конкурировать на мировом уровне. Задача инженера или закупщика — научиться их различать. Не по стране, а по конкретным цифрам в паспорте материала, по отзывам коллег и, в первую очередь, по результатам собственных практических испытаний. Только так можно найти то, что нужно именно для вашей печи.