-
+86-135-1813-4466
+86-135-1813-4466

2026-01-29
Частый вопрос, который слышишь на выставках или в переписке с заказчиками. Многие сразу ждут простого да или нет, но на практике всё упирается в конкретную марку, процесс и, что важнее, в понимание, что под китайским графитом скрывается огромный разброс по качеству. Сразу скажу: да, используют, и довольно много, но с оговорками, которые могут стоить денег и нервов.
Когда мы только начинали работать с поставками огнеупоров и углеродных материалов, был у нас один заказ — графитовые электроды для дуговой печи на медеплавильном заводе под Екатеринбургом. Клиент хотел сэкономить и взял партию так называемого стандартного китайского графита средней плотности. Цена была привлекательной, почти на 30% ниже рыночной. На бумаге характеристики сходились.
Но уже через две недели пошли звонки. Увеличился удельный расход электродов, причем заметно. Но главное — начались проблемы с плавкой меди: возросло количество включений, пошли жалобы на качество слитка. Оказалось, что из-за неоднородности структуры графита и более высокого, чем заявлено, содержания золы, происходило повышенное выкрашивание. Эти частицы потом и становились теми самыми неметаллическими включениями в меди.
Это был классический случай, когда сэкономили на материале, но потеряли на процессе. После этого мы стали гораздо глубже погружаться в спецификации и, что критически важно, в происхождение сырья для самого графита. Не все китайские производители равны — некоторые работают на старом оборудовании и используют низкокачественный нефтяной кокс, другие же, особенно в провинциях Хунань или Хэйлунцзян, имеют полный цикл и строгий контроль.
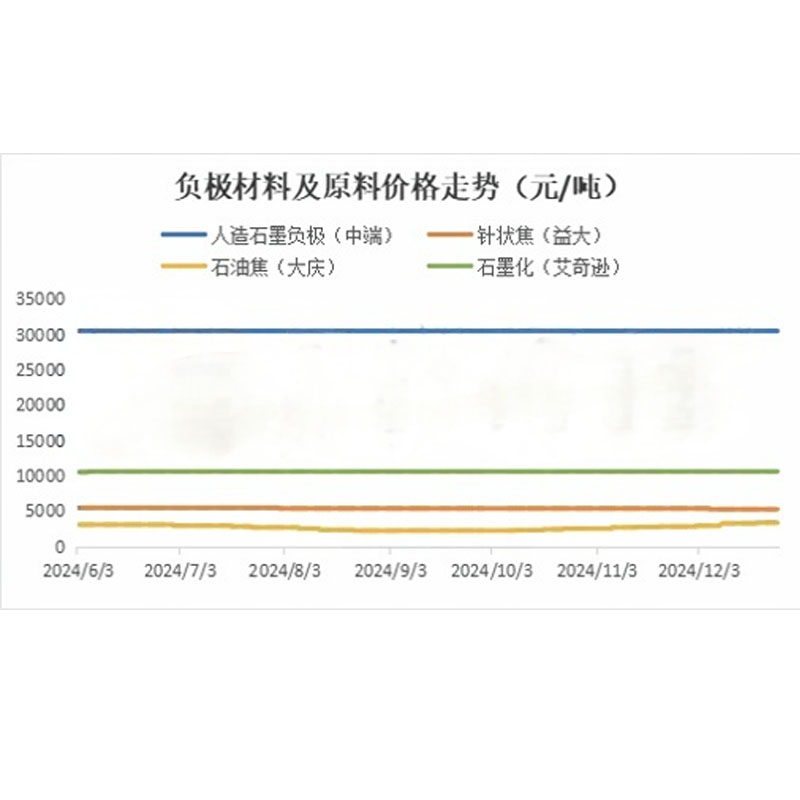
Итак, если рассматривать китайский графит для меди, нужно выжать из поставщика не просто сертификат, а детали. Первое — плотность. Для интенсивных процессов, вроде рафинирования, нужна высокая объемная плотность, от 1.75 г/см3 и выше. Это снижает окисление и продлевает стойкость. Второе — зольность. Для меди это особенно чувствительно. Допустимый максимум, исходя из нашего опыта, — 0.5%, а лучше 0.3%. Всё, что выше, — это риск для чистоты металла.
Третье, о чем часто забывают, — модуль упругости и коэффициент теплового расширения. Графит в процессе плавки испытывает термоудары. Если коэффициент расширения высокий, а модуль упругости низкий, материал будет трескаться. Один из наших партнеров, ООО Чэнду Чэнсинь Технологии, как раз делает упор на контроль этих параметров. Они не самые дешевые на рынке, но стабильность партий у них хорошая. Их сайт (https://www.cdcxkj.ru) полезно изучить для понимания ассортимента — они специализируются на прессованном и изостатированном графите, что уже говорит о ориентире на более ответственные применения.
Именно изостатический графит, кстати, часто становится оптимальным выбором для ответственных участков. Он дороже, но его однородность по всем направлениям сводит к минимуму риск неравномерного износа. Для медных шинных печей или печей для рафинирования — это часто оправдано.
Приведу два противоположных кейса. Первый — успешный. Небольшое литейное производство в Подмосковье перевело индукционные тигли для плавки бронзы и медных сплавов на графит китайского производства (марка GQ от одного из заводов в Ляонине). Процесс не самый высокотемпературный, требования к чистоте металла не критические. Результат — экономия около 25% на расходниках при сроке службы, сопоставимом с европейскими аналогами. Здесь сыграло роль точное попадание в технологическую нишу.
Второй кейс — провальный. Пытались использовать китайские графитовые нагреватели для вакуумной печи при плавке особо чистой меди для электротехники. Не выдержали циклов, началось газовыделение, которое загрязнило вакуумную среду. Пришлось срочно менять на материал немецкого производства. Вывод: для низко- и среднетемпературных процессов, где нет экстремальных термических нагрузок и требований к сверхнизкому газовыделению, китайский графит — рабочая лошадка. Для высоких технологий — нужно выбирать с умом и проводить тесты.
Кстати, о тестах. Никогда не заказывайте сразу крупную партию. Берите пробную, 2-3 изделия, и проводите полный цикл в своих условиях. Лучше потратить месяц на испытания, чем потом разбираться с последствиями остановки линии.
Казалось бы, что тут сложного? Заказал, привез, используй. Но нюансы есть. Графит — хрупкий материал. Как его упаковали и довезли — это 50% успеха. Видел случаи, когда отличный по характеристикам графит приходил с сколами и трещинами из-за хлипкой упаковки. Работая с ООО Чэнду Чэнсинь Технологии, обратил внимание, что они используют жесткие деревянные каркасы с фиксацией каждого изделия — мелочь, но она говорит об отношении.
Еще один момент — документация. Качественный китайский поставщик всегда предоставит подробный паспорт материала (MSDS, certificate of analysis) с конкретными цифрами, а не диапазонами. Если в сертификате написано зольность: 0.2-0.7% — это красный флаг. Нужны точные значения для партии.
И последнее — общение. Прямые контакты с технологом завода-изготовителя решают множество проблем. Через того же cdcxkj.ru можно запросить не просто менеджера по продажам, а инженера. Их компания, как указано в описании, работает с 2012 года и имеет солидный уставной капитал — такие организации обычно более открыты к техническому диалогу, чем торговые посредники.
Так стоит ли брать китайский графит для плавки меди? Мой ответ — да, но с системным подходом. Это не товар, который можно купить на глазок по самой низкой цене в каталоге. Это специфический материал, где качество определяется сырьем и технологией прессования/графитизации.
Начинать стоит с четкого ТЗ от ваших технологов: температуры, циклы, допустимые примеси. Затем искать производителя, который делает графит именно для металлургических применений, а не универсальный. Запрашивать реальные паспорта на предыдущие отгрузки. И обязательно тестировать.
Рынок сместился. Сегодня китайский не всегда значит низкокачественный. Часто это значит оптимально по цене и качеству для конкретной задачи. Задача инженера или закупщика — эту конкретную задачу максимально точно сформулировать и найти материал, который ей соответствует. Иногда это будет графит из КНР, иногда — нет. Но исключать его из списка возможных вариантов заранее — значит лишить себя потенциально выгодного решения.